 Товаров: 0
Товаров: 0
Методы сведения (юстировки) оптических волокон в сварочных аппаратах для оптоволокна
Метод сведения (юстировки) оптических волокон – это один из наиболее важных параметров сварочного аппарата для оптического волокна. Он во многом определяет стоимость аппарата, его назначение и эксплуатационные характеристики. Для понимания сути применяемых методов юстировки и связанных с этим последствий, рассмотрим структуру оптического волокна.
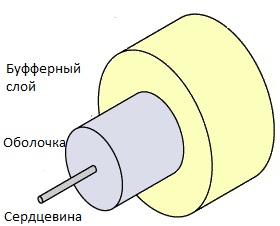
Структура оптического волокна
Оптическое волокно состоит из сердцевины, оболочки и буферного слоя. Световой поток, несущий информацию, распространяется в сердцевине, отражаясь (как от зеркала) от границы раздела сред “сердцевина-оболочка”. Диаметр сердцевина одномодового оптического волокна примерно равняется 9 мкм, диаметр многомодового 50 или 62,5 мкм (в зависимости от стандарта)
Оболочка оптического волокна обладает несколько другими характеристиками, нежели сердцевина, что и обеспечивает отражение светового потока и удержание его в пределах сердцевины. Диаметр оболочки одномодового и многомодового волокна равен 125 мкм
В связи с тем, что основным элементом в производстве оптического волокна является кремний (как и у обычного оконного стекла), оно тоже имеет схожие характеристики. А именно: достаточно большая прочность на разрыв и большая хрупкость в случае воздействия царапин. Поэтому еще на этапе производства для защиты от механических и химических воздействий оптическое волокно покрывают специальным лаком – буферным слоем. (его мы удаляем перед выполнением сварного соединения).
В случае, если структура оптического волокна близка к идеальной, сварочные аппараты обслуживаются и эксплуатируются надлежащим образом, то потери на сварном соединении будут одинаково хорошими, не зависимо от выбора способа их юстировки перед сваркой. К сожалению, в реальности не всегда так получается. Использование дешевого кабеля с волокнами невысокого качества, может привести к повышении потерь на сварном стыке. Это обусловлено несколькими причинами:
- сердцевина у низко качественных волокон может быть смещена относительно центра волокна, в результате чего может наблюдаться несоосность сердцевин сращиваемых волокон
- сердцевина волокна может иметь овальное сечение, что приведет также к неполному совмещению сердцевин
- диаметры сердцевин свариваемых волокон могут отличаться

Рассмотрим основные способы юстировки оптических волокон:
- Юстировка по оболочке оптического волокна
- Юстировка по активной V канавке
- Юстировка по сердцевине волокна, методом PAS
- Юстировка по сердцевине волокна, методом CDS
- Юстировка по сердцевине волокна, методом LID
Подписаться на рассылку статей
©2014 - 2025 fiberTOP.ru - инструменты и приборы для оптоволокна